Today, as people become more and more individualized, the speed of product iterations is getting faster and faster, and the manufacturing links involved also require faster pace to meet the growing needs of people.

In order to achieve these personalized functions faster, in the manufacturing process:
Tool companies develop more suitable tool structures and develop more advanced cutting materials.
CAM develops more efficient toolpaths.
As the basis of manufacturing - the machine tool company (for example, our own Haas itself), not only to continuously improve the accuracy and rigidity of the machine tool, but also to develop a more humane operating system.
Not only the precision and speed of manufacturing, but also the individual product needs to be multi-functional. Due to the limitations of the actual manufacturing process, the designer has to combine multiple parts in a splicing manner, so that the goods can realize the multi-function while ensuring the quality. . This is also the reason why the processing requirements are getting more and more strict. The tolerance of the individual parts will affect the quality of the components. The components bear the versatile task, and the slight deviation of the parts will cause some functions to be unable to be used normally.
Parts are usually spliced ​​by means of threads, welding, etc. Since the threads can be tuned, relatively high precision can be achieved, which is why threaded joints are becoming more widely used.
In order to achieve a faster processing rhythm, in the machine manufacturing, Haas introduced the DT, DM series of drilling and attack centers. They have the ability to move at high speeds of up to 61M/min, practical functions such as a large-capacity magazine, and a UMC series that enables five-axis linkage.
In the development of the system, we launched the NGC CNC system, which includes:
Insert multimedia files in the program <-Click to view
Reverse chip removal <-Click to view
Sectional drilling <-Click to view
And many other useful features.
In technical training
We launched the Haas Tips series
as well as
Coming soon to see the 5-axis 怂 series

In the current machining threaded holes
We usually choose to machine with taps or thread milling cutters.
Due to the use of better-performing carbide materials, thread milling cutters have a wider range of materials that can be machined. Due to the different cutting methods, thread milling cutters require less machine torque, so the range of threads that can be machined is larger. Not only can the internal thread be machined, but the external thread is also applicable.
For small and deep threaded holes
Taps become the only choice
For the rigidity, the extrusion tap has obvious advantages. Due to the extrusion method, the quality of the thread processed by the extrusion tap is relatively better and the quality is more stable. Due to the limitations of the material and processing materials of the extrusion tap, it is impossible to achieve the processing speed of the cutting tap, so the cutting tap is superior in versatility and processing speed.
If the cutting speed of the tap has reached the limit
How can we further improve the efficiency of tapping?
Haas recommends our new features to you
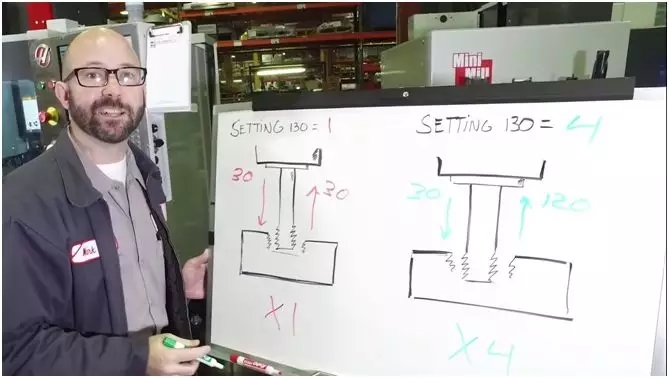
- Tapping return rate -
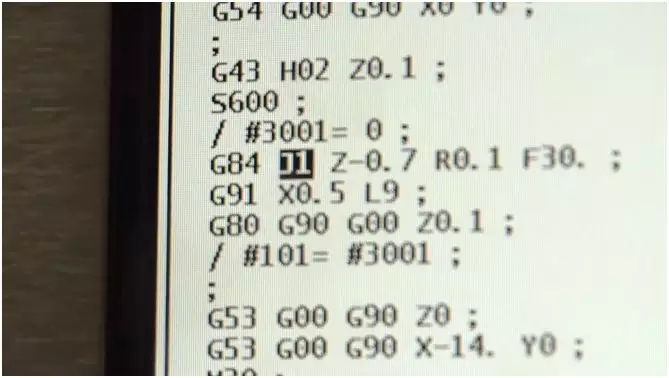
In the processing of threaded holes, we usually use segmentation (Q value mode) to ensure the safety of the process, but the tapping cycle wastes a lot of time each time the tap returns to the reference plane (R), this process is not Effective cutting of the workpiece, taps do not require additional cooling time, so it is a good idea to take advantage of the time here, no additional cost, but also improve the speed of tapping, why not!
In order to explain in more detail how and why this function is used, we specially invited Master MARK to explain. At the end of the video, Master MARK also said a philosophical statement. I hope everyone can say what you think about this sentence. !
Here are all Vacuum cleaner power tools and the designated carbon brushes,motor brushes, electric brushes, motor brushes, electric motor brushes or simply brushes.
For each power tool, there are usually two carbon brushes to choose from: With automatic stop and without automatic stop. Carbon brushes with automatic stop have a spring through the length of the carbon brush. When the carbon brush wears out, the spring gets released, the current to the carbon brush gets interrupted and your power tools switches off at once. The advantage: No additional wear and tear to your power tool. Carbon brushes without automatic stop do not stop functioning at once, but performance of your power tool will detoriate rapidly. Although handy as a warning sign, this usually isn't very beneficial to your power tool.
If you can't find your Vacuum cleaner power tool here, please contact us: Most likely we can help!
Vacuum Cleaner Carbon Brush
Vacuum Cleaner Carbon Brush Set,Vacuum Cleaner Carbon Brush,Vacuum Cleaner Motor Carbon Brush,Useful Vacuum Cleaner Carbon Brush
Haimen Hailing Carbon Industry Co., Ltd. , http://www.carbonbrush-hl.com