
2. Electrode surface rough milling
The second step is to use Surface Rough Pocket programming, which is the rough roughing of the surface, as shown in Figure 3. To save time, continue to use φ16mm end mill, speed 1200r/min, feed rate νf=1000mm/min The amount of backing knife on each layer is 0.7mm.

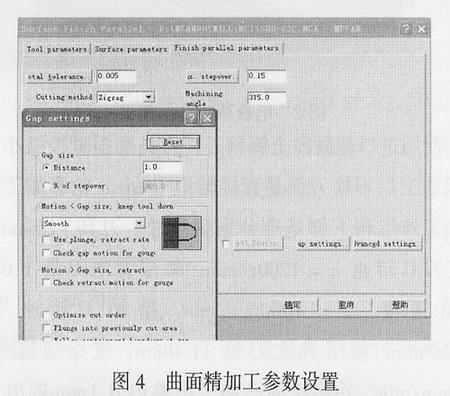
3. Electrode surface finishing
The third step uses the Surface Finish Parallel programming method to finish the surface, using a two-blade spherical milling cutter with a diameter of φ10mm; the tool speed is 2300r/min; the feed speed is 1000mm/min; the feed angle is 315°; Sufficient accuracy and good surface quality, the Tolerance value of the surface precision parameter is set to 0.005, and the pitch of each path is 0.15 mm. The specific settings are shown in Figure 4.
The tool path simulation effect during machining is shown in Fig. 5. If the surface roughing is directly performed without surface roughing (ie, the second step Surface Rough Pocket machining), the φ10mm spherical knife will have a larger cutting amount and a larger tool vibration. The increase in surface roughness value does not reach the goal of rapid finish milling and may even break the knife. The purpose of adopting the 315° feed angle is to make the machining line spacing uniform, the cutting fluid flushing effect is good, and the surface quality of the workpiece is improved.
Previous page next page
Channel End Cap ,Galvanized Track Plug ,Zinc White Channel Plug,Channel End Caps
Jiaxing Gates Hardware Products Co.,Ltd , https://www.888gates.com